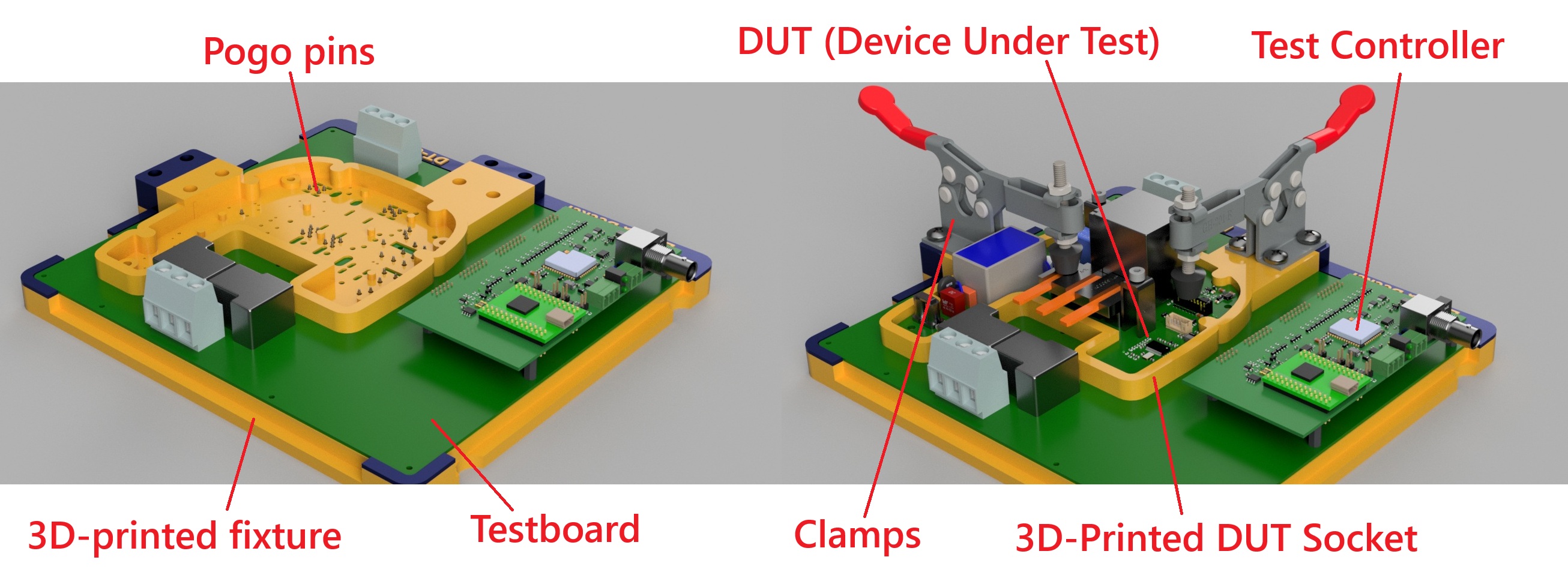
What you get
A working test station — fixture, testboard, computing module, software — plus identification hardware if you need it, the test sequence, the operator interface, the traceability database and its API, a results dashboard, documentation, and operator training.
What it does
For each board: programs the firmware, checks electrical integrity, runs functional tests, prints and links a serial number, and returns a clear Go / No-Go with the full detail behind it — every measurement kept.
How it’s priced
A fixed price per step (specify · testboard · fixture · software · deploy), approved before each step starts, with a support envelope built in for the production ramp-up.
Who owns it
You do — schematics, layouts, manufacturing files, test code, documentation: full IP transfer. We keep only the generic core of the test platform, which comes with your project royalty-free.
What it’s for you
Every board verified the same way, a permanent record for your audits and your end-customers, and your engineers staying on the product instead of building and maintaining a test rig.
A one-page summary you can forward internally — to come (PDF).